Facilities
R&D Lab:
Our Research and Development Laboratory is the heartbeat of innovation, dedicated to the development of safe and effective biological products. Equipped with state-of-the-art technology, our lab features a range of specialized equipment including Centrifuges (8R & 16R), Lyophilizer (Christ), and Biological Safety Cabinet (BSL II). The lab also boasts a Lab scale Lyophilizer (Christ) model Beta1-8LD plus for precise and controlled experimentation.


Immunochemical & Wet Chemistry Lab:
In our Immunochemical & Wet Chemistry Lab, we focus on the development of cutting-edge solutions. Our skilled team utilizes instruments such as ELISA, Gel Electrophoresis, and Western Blotting to perform immunochemical assays in adherence to Pharmacopoeia Specifications and WHO guidelines.
Analytical Tests Development:
We excel in analytical test development, ensuring our products meet the highest standards. Our lab employs ELISA and SDS tests for in vitro safety and efficacy testing, guaranteeing the quality and reliability of our biological products.

Dedicated Stability Room:
Our Dedicated Stability Room is the cornerstone of our commitment to product quality. Equipped with a Stability Chamber (Binder – 700 liters) and a Refrigerator (2-8°C of 250 liters), this lab is dedicated to storing biological products for accelerated and long-term stability studies.

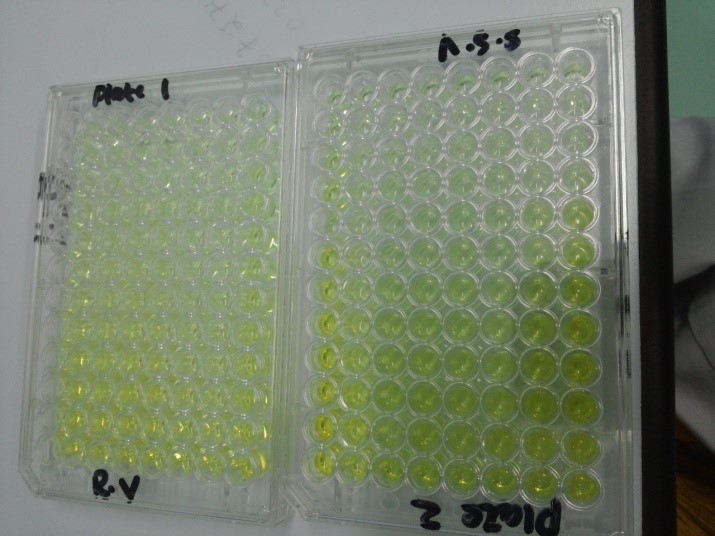
ELISA and SDS Tests:
ELISA (Enzyme-Linked Immunosorbent Assay): Our ELISA testing services are designed to detect and quantify specific proteins or antibodies in biological samples. This highly sensitive assay is widely acknowledged for its precision and reliability. By leveraging ELISA technology, we can assess the safety and efficacy of various biological products, providing crucial insights into their performance.
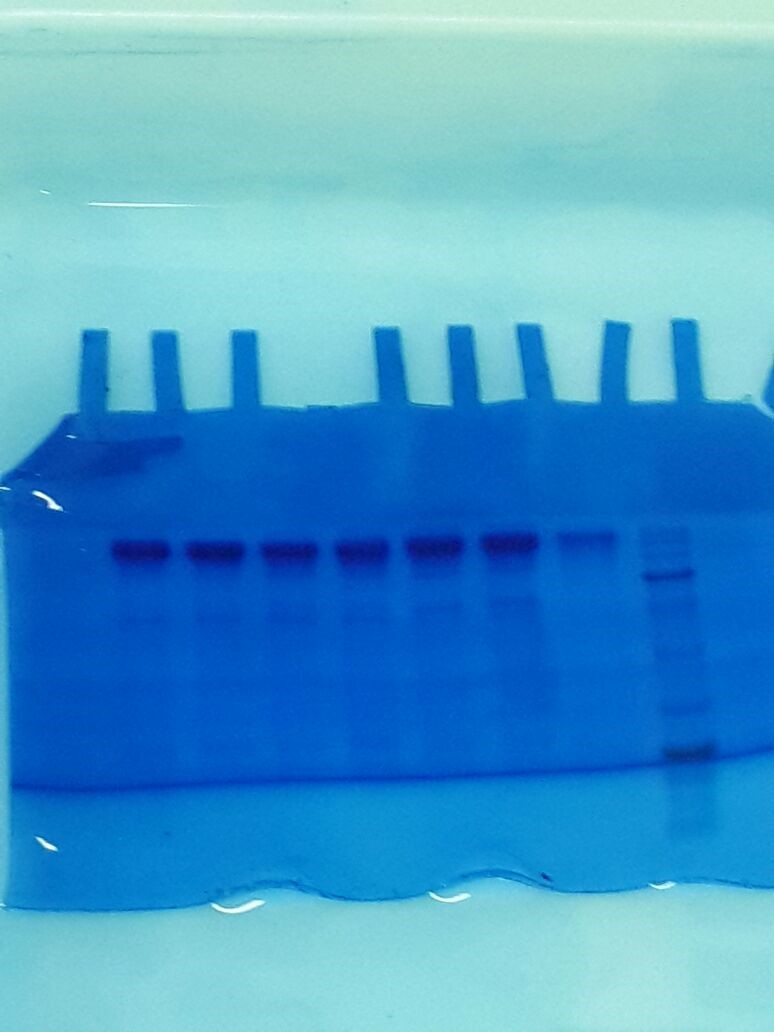
SDS (Sodium Dodecyl Sulfate) Tests:
The SDS test is a vital component of our in vitro testing arsenal. SDS is a detergent used to denature proteins, enabling the analysis of their molecular weight. This test is particularly valuable in characterizing and ensuring the purity of biological products. Through SDS testing, we meticulously examine the structural integrity of proteins, contributing to the overall safety profile of the tested substances.

Microbiological Laboratory:
Our Microbiology Lab is designed to meet and exceed international standards (USP/EP/WHO). From sterility tests to environmental monitoring of sterile areas, our lab is equipped with advanced instruments and a Biological Safety Cabinet (BSL II).

Oven & Incubators:
Our lab features top-of-the-line Oven and Incubators, ensuring optimal conditions for the development and testing of biological products.

Production Section:
The heart of our manufacturing capabilities lies in our Production Section. Utilizing modern and sophisticated European and Chinese equipment for Biological and Vaccine Production, our clean rooms are in strict compliance with ISPE and WHO Guidelines. DILS proudly houses the exclusive Riera Nadeu, an EU certified centrifugation equipment (Capacity: 11.2 liters), used for the purification and fractionation process of biological products.


Solution Preparation Area:
Our Solution Preparation Area is equipped to ensure the accurate and precise preparation of solutions for the manufacturing process.

Aseptic Vial Washing & Filling Line:
Our Aseptic Vial Washing & Filling Line, with a fill volume of 0.5ml-30ml, ensures the highest standards of cleanliness and accuracy in the production of biological products.

Lyophilizer Tofflon:
Our cutting-edge Lyophilizer Tofflon technology guarantees the preservation of the biological integrity of our products through advanced lyophilization.

Cap Sealing Machine & Labeling Machine:
With a Cap Sealing Machine (60-120 vials per minute) and a Labeling Machine (60-150 vials per minute), we ensure the efficient and precise packaging of our products.


Cold Store 2 – 8°C Walk-in:
Our Cold Store, a spacious walk-in facility, guarantees the integrity and longevity of our products by maintaining optimal temperature conditions.



Water Treatment Plant:
Our commitment to quality extends to our Water Treatment Plant, featuring Reverse Osmosis with EDI Plant and a Water Distillation Plant, ensuring the purity and safety of the water used in our processes.

